Machine de moulage par coextrusion-soufflage (films PE/PP à 5-11 couches)
Ligne d’extrusion multicouche destinée à la fabrication de films d’emballage alimentaire à hautes performances barrières



La machine de soufflage par coextrusion de 5 à 11 couches est spécialement conçue pour la production de films d’emballage de haute gamme destinés aux secteurs alimentaire et pharmaceutique. Grâce à une technologie avancée de coextrusion multicouche, la ligne permet de fabriquer des films offrant des performances renforcées en matière de conservation de l’humidité, de préservation des arômes, de maintien de la fraîcheur, de protection contre la lumière et de résistance à la pénétration, prolongeant efficacement la durée de conservation des produits tout en répondant aux exigences strictes des emballages premium.
Par rapport aux systèmes conventionnels de soufflage de films à faible nombre de couches, les configurations de 5 à 11 couches apportent des propriétés barrières nettement supérieures contre l’oxygène, la vapeur d’eau et la lumière. Cette technologie est largement utilisée sur les marchés à haute exigence du Moyen-Orient, de l’Europe et de l’Amérique du Nord, tout en connaissant une adoption croissante dans les secteurs nationaux de l’emballage alimentaire et pharmaceutique. La ligne de production se distingue par une conception optimisée, un haut niveau d’automatisation ainsi qu’un excellent rapport coût-performance, offrant une solution fiable, performante et efficace pour la fabrication de films d’emballage de qualité supérieure.





Caractéristiques du produit
| Éléments | Spécifications |
| Nombre de couches de film | 5 à 11 couches (personnalisables) |
| Largeur du film | Adaptable aux spécifications des matrices (compatible avec les formats d'emballage courants) |
| Épaisseur du film | 0,015 à 0,2 mm (tolérance ±3 %) |
| Taux de transmission d'oxygène (OTR) | ≤ 5 cc/(m²·24 h·atm) (selon la combinaison de matériaux) |
| Taux de transmission de vapeur d'eau (WVTR) | ≤ 3 g/(m²·24 h) (selon la combinaison de matériaux) |
| Résistance au thermoscellage | ≥ 30 N/15 mm |
| Résistance à la perforation | ≥ 80 N |
| Vitesse d'enroulement | 3 à 45 m/min |
Paramètres de l'équipement
| Éléments | Spécifications |
| Système d'extrusion | 7 extrudeuses monovis |
| Type de moteur principal | Moteur asynchrone triphasé |
| Méthode de chauffage | Éléments chauffants en fonte d'aluminium |
| Méthode de refroidissement (machine) | Refroidissement par air |
| Régulation de la vitesse d'entraînement principal | Commande par variateur de fréquence |
| Régulation de la température | Commande par ordinateur (surveillance et régulation en temps réel) |
| Réducteur principal | Réducteur à engrenages carrés à denture dure |
| Type de filière de coextrusion | Matrice composite à coextrusion en spirale empilée à sept couches |
| Méthode de refroidissement du produit | Calibrage sous vide avec refroidissement par eau + refroidissement par air |
| Caractéristiques de l'anneau d'air | Ø 1 200 mm, 2 unités |
| Caractéristiques du rouleau de traction | Ø 160 × 400 mm |
| Régulation de la vitesse de traction | Commande par variateur de fréquence (régulation indépendante de la vitesse pour le dévidage primaire et secondaire) |
| Unité de rouleaux en chevron | 4 ensembles (pour le dévidage secondaire) |
| Méthode d'enroulement | Enroulement rotatif dos à dos |
| Puissance du moteur rotatif | 0,55 kW |
| Vitesse d'enroulement | 3-45 m/min |
| Puissance totale installée | Environ 330 kW |
| Dimensions de la machine (L × l × H) | 9 000 × 10 600 × 6 600 mm |
| Système de commande | PLC + écran tactile (prend en charge le stockage et le rappel des recettes) |

Système d’Extrusion des Matières
Sept extrudeuses monovis équipées de chauffages en aluminium moulé et de réducteurs renforcés, associées à des trémies de matières et à des systèmes automatiques d’alimentation, garantissent une fusion stable ainsi qu’une alimentation continue et homogène des matériaux.
Tête de Filière de Coextrusion
Tête de filière spiralée composite à sept couches avec lèvres de filière et mandrins interchangeables, permettant une répartition uniforme des couches et une structure de film homogène et stable.

Système de Refroidissement et de Calibrage Primaire
Le système comprend un refroidissement par eau, des souffleries d’air ainsi qu’une unité de tirage primaire assurant la stabilisation initiale du film après extrusion.
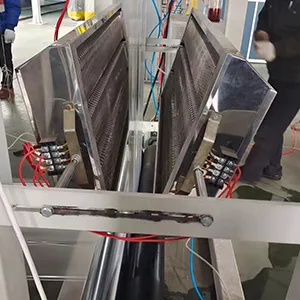
Système d’Étirage et de Stabilisation Thermique
Une unité de tirage secondaire équipée d’un dispositif de soufflets latéraux, combinée à des systèmes de préchauffage, de chauffage, de refroidissement par anneau d’air et de tour de stabilisation thermique, permet un étirage biaxial grâce à des rapports d’étirage ajustables afin d’optimiser les performances mécaniques et fonctionnelles du film.

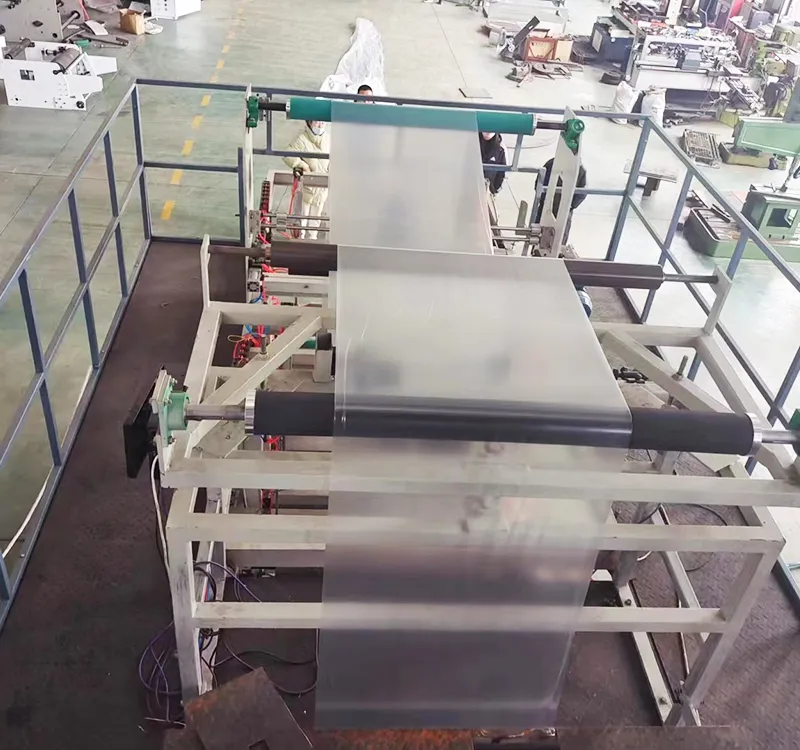
Système d’Enroulement des Films Finis
Une unité d’enroulement rotative dos-à-dos de 0,55 kW fonctionne en coordination avec le système de tirage secondaire à des vitesses de 3 à 45 m/min, garantissant un enroulement stable, homogène et de haute qualité.

Système de contrôle électrique
Le système intègre un contrôle informatisé de la température, une régulation PLC avec variation de fréquence et contrôle indépendant du tirage, ainsi qu’une interface tactile assurant un fonctionnement entièrement automatisé de l’ensemble du processus de production.
- Performances barrières élevées
La coextrusion intégrée dans la filière avec structures de 7 à 11 couches améliore considérablement la résistance à l’oxygène, à la vapeur d’eau et à la lumière, rendant les films parfaitement adaptés aux applications de conservation alimentaire et pharmaceutique. - Contrôle haute précision
Une précision de régulation thermique de ±1 °C, associée à un contrôle indépendant des vitesses de tirage et à un système d’enroulement rotatif, permet de maintenir une tolérance d’épaisseur du film dans ±3 % ainsi qu’une variation de planéité des extrémités de bobines ≤ 1 mm. - Fonctionnement efficace et stable
Les composants centraux haute durabilité garantissent une efficacité opérationnelle supérieure à 90 %, avec un temps moyen entre pannes (MTBF) dépassant 1000 heures. - Exploitation intelligente et ergonomique
Le système PLC peut enregistrer jusqu’à 100 recettes de production, prend en charge l’ajustement des paramètres en un seul clic et permet des changements de fabrication en moins de 30 minutes, réduisant ainsi la dépendance à la main-d’œuvre et les coûts d’exploitation.